Erratic Cycling or Slow-Down
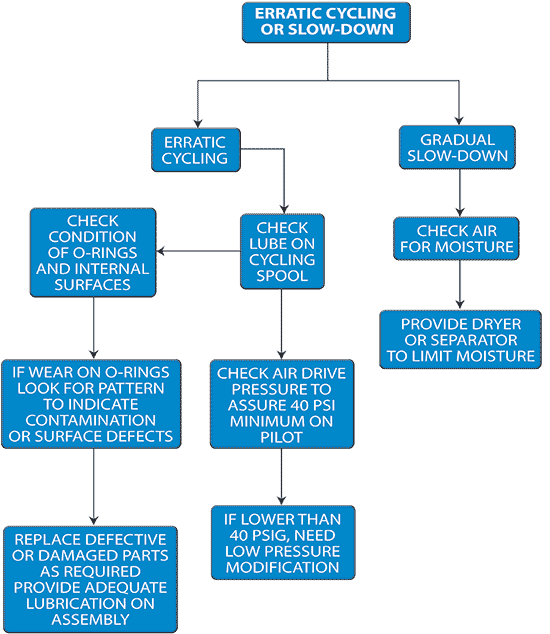
ERRATIC CYCLING OR SLOW-DOWN:
The symptoms of this condition are usually "uneven, irregular cycle rate. There can be a number of different causes for this condition, and all of them can be investigated without major dis-assembly.
The most likely event is "lack of adequate lubrication" on the dynamic seals in the cycling valve. If the lubrication has been "washed out" by excessively wet air, "dried out" by the use of extremely dry gas ( i.e.- nitrogen ), or simply dissipated by the amount of the usage of the pump with "normal" shop air, the friction of the cycling spool "O" rings can become erratic. Since the driving forces on the spool are small, this added non-uniform friction can affect shifting of the valve, causing a variable cycle rate. Since the spool is an easily accessible item, re-lubrication with Haskel lubricant (included in the seals kit) is the first action to take.
While the cycling spool is out of the valve, it is a good idea to check the condition of the "O" rings and inside diameter of the sleeve. If they show any signs of unusual wear or deterioration, they should be replaced.
If the wear pattern shows some "cutting" or "nibbling" of the "O" rings, look for contamination or surface defects, especially near the holes in the valve sleeve.
Another cause of erratic operation is "too low an air drive pressure" without a "low pressure" modification. The cycling valve does not have high driving forces with normal 100 psig drive air, and when the air pressure is below 40 psig, the force is marginal to overcome moderate friction of the 8 spool "O" rings. The �low pressure" modification gives the capability of providing the minimum 40 psi pilot pressure while maintaining a very low drive pressure. This will give consistently repeatable cycling of the valve in normal service.
GRADUAL SLOW-DOWN:
Gradual slow-down of the pump during cycling at relatively stable outlet pressures (not near stall) is usually the result of �icing" of the exhaust system due to excessively wet drive air. When an air driven pump is doing work, it is taking energy from the drive air. When this air is expanded through the exhaust system (mufflers), it cools dramatically, causing entrained moisture to freeze. The "snow" and "ice" formed tend to clog the fine screens in the muffler and back-pressure the exhaust. This "back pressure" lowers the effective pressure differential across the air drive piston, causing the pump to slow down. If allowed to continue its function, the pump will eventually slow down to the condition where the external heat input is greater than the cooling. Then the "snow" will melt, and the water will blow out of the exhaust and the cycle rate will increase. Removal of excessive moisture from the shop air system that drives the pump is the only satisfactory solution for this problem.